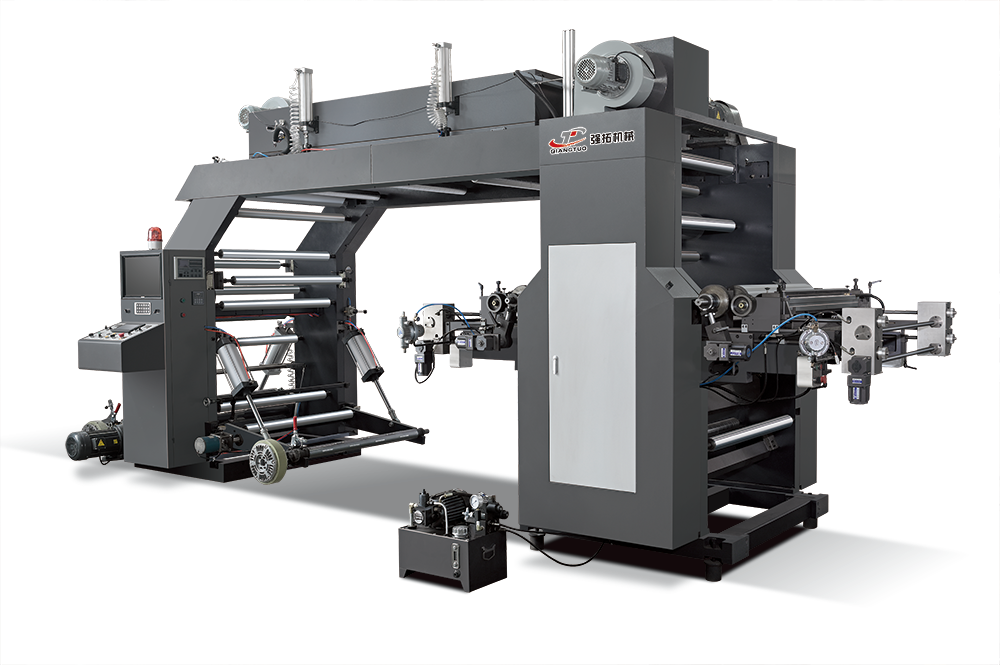
Material Compatibility: Making Flexo Printing Machines Work With Different Substrates
Sensitivity and rigidity of substrates vary from non-woven materials to metallic foil, so modern flexo printing machines have to print uniformly and consistently on all of these materials. This leads to engineering challenges on surface porosity, surface tension, and surface adhesion - each being a variable and sometimes dominant driving factor.
Innovations in Engineering for Non-Woven, PP Woven, Kraft Paper, Plastic Films, and Metallic Foils
Non-wovens & PP woven bags: Impressions are optimized so fibers do not distort, and specialized inks are designed for absorption
Kraft paper: Moisture-triggered expansion is countered by precision-controlled drying
Plastic films: Heavily incised anti-static bars reduce ink beading on PE and BOPP
Metallic foils: Substrate wrinkling is minimized by precision tension control at high-speed substrates.
Sustainable Transition: Recyclable Films & Multiple-Form Substrates
The entire industry is beginning to implement adaptive anilox roller technology and hybrid drying systems for the new materials being introduced. These include the increasing use of recyclable monomaterials like rPET, PLA, and various paper-based alternatives. One of the most remarkable attributes of these system innovations is that they keep their alignment even when going from ultra-thin (<25 microns) biodegradable films, to thicker and more fibrous substrates. This is especially important for companies that are working to implement greener solutions for their packaging. Additionally, water-based inks are an eco-friendly alternative that greatly reduce the chance of compostable layers delaminating during processing.Precision Mechanics: Main Systems Supporting Consistent Output from Flexo Printing Machines
Regulating Anilox Rollers: Controlling Cell Geometry and Cell Volume for Balanced Ink Distribution
Anilox rollers are dependable engineering tools designed to ensure even distribution of ink while operating flexo printing machines. The most recent developments in ceramic coatings and laser engraving technology allow for even more precision within a volume control of +/- 2 % within the spiral patterned printing areas. This level of engineering calipers allows for adjustable ink flow control evenly regardless of the substrate being printed; whether it is a traditional kraft paper that absorbs ink or a metal foil substrate that resists ink absorption. The print shop personnel determine the color strength of the print by the cell volume of the anilox roller selected in BCM (Billion Cubic Meters) units. A smooth cell volume of 7 to 12 BCM is desirable for the printing of corrugated boxes, whereas a smooth cell volume of 3 to 5 BCM is ideal for the printing of plastic film. Today's laser ablation technology survives at least several 100,000,000 print cycles without the cell clogging. This greatly increases printing efficiency and reduces costs associated with printing. The Flexographic Technical Association (FTA) has identified an average 18% waste reduction in the printing industry.
Speed & Quality - Micro Adjustability
Pneumatic registration technology enables precise alignment and reduces dot gain to enhance image sharpness, achieving accuracy within 0.05 mm. When switching from hard substrates to soft recyclable films, maintaining alignment during printing is handled by the micro-adjustable vacuum-plate cylinders. Real-time feedback adjustment during high-speed printing alters impression pressure to counteract potential dot gain caused by variable surface pressures. This technology prevents softened edges and colors from drifting, particularly critical for complex halftone patterns on rough non-woven materials. Each component is equipped with CCD cameras that continuously monitor alignment to initiate servo adjustments. With rapid printing up to 350 m/min, the system maintains position with a 0.1 mm accuracy margin.
The Control of Ink Transfer: Stability of Doctor Blades and Plates Technology Depending on Material
The amount of ink that gets transferred can depend on how well the doctor blade systems are set up and how adaptable the plates are to the different surfaces. For example, chambered doctor blades work best when there are two blades: one is for measuring, and the other is for containing ink. These blades also form a seal to the ink reservoir and provide a barrier to the evaporation of solvents and contamination. This is important for the maintenance of the ink to be able to achieve uniform printing coverage - whether it be to kraft paper that absorbs ink, or to shiny metal foils that do not absorb ink. Additionally, different levels of hardness of the photopolymer plates are available. For stiffer plastic film materials, we use harder plates, which are 55-70 on the Shore scale, and for materials that are not woven fabrics which are rough, we prefer softer plates in the range of 30-45. These plates adapt to the surfaces by bending to the different surfaces they are printing onto. When all of the above functions optimally, it can reduce dot gain problems by 15-22% when compared to older fixed setups.
Additionally, this method can be utilized with environmentally sustainable alternatives like reusable plastics, which require minimal ink consumption. Seasoned operators understand that fine-tuning three critical parameters achieves optimal performance: adjusting the blade's contact pressure with the substrate (typically between 20-35 psi for water-based inks), selecting the appropriate hardness of the printing plate, and adjusting the ink flow opacity (viscosity) to the desired level. Collectively, these parameters create a system that self-corrects and maintains the quality of the printing. Even during rapid runs, exceeding 200 meters per minute, this system preserves the clarity of the prints.
Integrated Drying and Tension Control Systems for Multi-Material Production at High Speeds
IR/UV Drying and Closed-Loop Control for Corrugated and Thin Film Materials
Keeping tension steady when running fast helps avoid all sorts of problems like material stretching or getting out of line, especially when working with multiple different materials. These closed loop systems adjust the web tension via the load cells and control the rollers. For thin materials, this instant feedback is even more different important. Corrugated materials tend to buckle, as well, making them more fragile and more susceptible to buckling. Additionally, the infrared or ultraviolet units must also sync to the speed of the press, so that the material does not get overcooked. The right timing helps ensure that the substrate is not damaged during the drying process.
Some industry data shows that for last year’s Tag and Label Manufacturers Institute (TLMI) survey, printers who have embedded these systems have been able to push flexo machines over 300 meters per minute and have reduced waste by about 20%. Don't forget to mention the details - good tension adjustments can prevent dot spreading on fine films and ensure good registration even on coarse substrates.
FAQ
What are the main challenges in flexo printing on various substrates?
The major challenges involve the surface porosity, tensile strength, and adhesion variation of the substrate types within non-woven, plastic film, and metal foil substrates.
How do flexo machines provide good printing quality for new eco-friendly substrates?
Flexo machines provide good printing quality for new eco-friendly substrates through the use of responsive anilox rollers and new hybrid drying systems, designed for the use of recyclable film and other types of flexible packaging, without any loss of printing quality.
What function do anilox rollers serve in flexo printing?
Ceramic-coated anilox rollers, along with other precision coatings, are critical in ensuring quality printing on various substrates by providing adequate and consistent ink transfer across the substrates.
What is the role of the doctor blades in optimising ink transfer?
Doctor blades prevent the ink from evaporating and becoming contaminated by impulse from the doctor blade to flow around the ink container. This helps the ink remain homogeneous. This helps maintain consistent coverage on a variety of surfaces.
What is the importance of tension control in flexo printing?
Control of tension is paramount to avoid the unwanted elongation and lateral displacement of the material in the process. This is particularly important in high-speed printing across a wide variety of substrates, especially those that are flimsy, like films and those that are more robust like corrugated boards.
Table of Contents
- Kraft paper: Moisture-triggered expansion is countered by precision-controlled drying
- Regulating Anilox Rollers: Controlling Cell Geometry and Cell Volume for Balanced Ink Distribution
- Speed & Quality - Micro Adjustability
- Integrated Drying and Tension Control Systems for Multi-Material Production at High Speeds
- FAQ